Nitronic® 50
Nitronic® 50 - HPA N50 - UNS S20910 - XM19 - 22-13-5 - Alloy N50 - N50 Steel - N & Mn Strengthened Stainless Steel
Home > All Alloys > Nitronic® 50
Level 6 is noted by its minimum ultimate tensile strength of 230 Ksi. By cold working our materials, we retain better elongation values through grain structure improvements that reduce the brittleness often associated with high strength materials. While our level 6 is primarily offered for alloys N50 and N60, we also cold work alloy C276, and are willing to try research for your high-performing alloy requirements.
For more information, check out our popular high strength options N60 HS and N50 HS.
Among the myriad of stainless steel alloys available in the market, Nitronic® 50 stands out as a true marvel, offering a unique blend of corrosion resistance and strength that is unparalleled in its price range. As an austenitic stainless steel, Nitronic 50 sets itself apart by providing superior corrosion resistance compared to renowned grades like Types 316, 316L, 317, and 317L. Furthermore, it boasts an astounding yield strength at room temperature, approximately twice that of these comparable materials.
What sets Nitronic 50 apart from many other austenitic stainless steels is its impressive retention of excellent mechanical properties in both elevated and sub-zero temperatures, ensuring reliability across a wide range of environments. Moreover, a remarkable quality of this alloy is its immunity to magnetic transformation when cold worked or cooled to sub-zero temperatures, setting it apart from the conventional behavior of other stainless steels. For applications demanding even greater strength, the High Strength (HS) Nitronic 50 variant takes it a step further, exhibiting a yield strength greater than that of Type 316 Stainless Steel.

Alloy N50 is a Nitrogen and Manganese strengthened Stainless Steel alloy that HPA commonly produces in its high strength variant as shown in the table below. While you may be familiar with draw bench cold work, here at HPA we use GFM rotary forges to achieve superior results. In the table below, you can see our high strength N60 mechanical properties from our cold working process.
For more information on High Strength N50, please see our N50 HS page.
| Cold Worked High Strength N50 Table | ||||
|---|---|---|---|---|
| HPA's Strength Spec. | Ultimate Tensile Strength Min. Ksi (MPa) | 0.2% OS Yield Strength Min. Ksi (MPa) | Elong. 4D Min. % | Reduction in Area Min. % |
| Level 1 HPA-MS-201 | 110 (758) | 90 (620) | 35 | 55 |
| Level 2 HPA-MS-202 | 135 (930) | 105 (724) | 20 | 50 |
| Level 3 HPA-MS-203 | 160 (1103) | 130 (896) | 15 | 45 |
| Level 4 HPA-MS-204 | 180 (1241) | 145 (999) | 12 | 45 |
| Level 5 HPA-MS-205 | 200 (1379) | 180 (1241) | 10 | 45 |
UTS = Ultimate Tensile Strength, YS = Yield Strength, OS = Offset
Typical annealed mechanical properties here.
| Min% | Max% | |
|---|---|---|
| Fe | Bal. | |
| Cr | 20.50 | 23.50 |
| Ni | 11.50 | 13.50 |
| Mn | 4.00 | 6.00 |
| N | 0.20 | 0.40 |
| Si | 0.20 | 0.75 |
| C | 0.060 | |
| P | 0.040 | |
| S | 0.030 | |
| Mo | 1.50 | 3.00 |
| Nb | 0.10 | 0.30 |
| V | 0.10 | 0.30 |
Typical Inventory
Round Bar, Flat Bar, Hex Bar, Loose Coil, Wire Reel, Plate, Hot Band, Tig Wire, Fastener, Cut Disk, Forge, Slab, Billet, Ingot
We've expanded our in-house capabilities in:
- wire drawing conversions,
- hex bar coversions,
- draw bench cold work,
- and cold finish machining capability range of +/- 0.00025" Ø.
For more information, you can contact us at 1-800-472-5569, and request our sales department. You can also view our brochure online! There's also more information about our offered services on our production services page.
Applications
- Seawater pump shafts.
- Heat exchangers.
- Pressure vessels.
- Marine hardware.
General Data
- N50 has the best corrosion resistance of all stainless steels.
- N50 has exceptionally low magnetic permeability.
- N50 has a strength that is almost double that of Type 316.
Mechanical Properties
The typical properties listed can usually be provided in rounds, sheet, strip, plate, & custom forgings. We have the equipment to produce small quantities in special sizes to meet our customers’ specific needs. The table below shows Electralloy's Typical Mechanical Properties of Nitronic® 50 Stainless Steel. For most common forms and exceptions, check out the datasheet linked underneath the table.
Table 1 Minimum Properties Acceptable for Material Specification Annealed Bars
| Condition | UTS ksi (MPa) | YS ksi (MPa) | Elong. % in 2 inch | Reduction of Area % |
|---|---|---|---|---|
| Annealed 1950 °F (1066 °C) to 2050 °F (1121 °C) and water quenched (up to 144 in [929 cm2]) | 100 (690) | 55 (379) | 35 | 55 |
| Over 144 in2 (929 cm2) to 324 in2 (2091 cm2) | 95 (655) | 50 (345} | 30 | 45 |
UTS = Ultimate Tensile Strength, YS = Yield Strength
Link to Electralloy's datasheet/brochure on Nitronic® 50| Cold Worked High Strength N50 Table | ||||
|---|---|---|---|---|
| HPA's Strength Spec. | Ultimate Tensile Strength Min. Ksi (MPa) | 0.2% OS Yield Strength Min. Ksi (MPa) | Elong. 4xD Min. % | Reduction in Area Min. % |
| Level 1 HPA-MS-201 | 110 (758) | 90 (620) | 35 | 55 |
| Level 2 HPA-MS-202 | 135 (930) | 105 (724) | 20 | 50 |
| Level 3 HPA-MS-203 | 160 (1103) | 130 (896) | 15 | 45 |
| Level 4 HPA-MS-204 | 180 (1241) | 145 (999) | 12 | 45 |
| Level 5 HPA-MS-205 | 200 (1379) | 180 (1241) | 10 | 45 |
UTS = Ultimate Tensile Strength, YS = Yield Strength, OS = Offset
Common Specifications
Note that the specifications listed are common for this alloy but are for reference only and may be specific to a certain form. The specifications listed are not comprehensive nor indicative of any edition, revision, or similar such as an amendment. Please, reach out to our sales department to request the Material Test Report (MTR) or to confirm your required specifications.
| Form | Standard Specification |
|---|---|
| Identification | UNS S20910, XM-19, 22-13-5, W. Nr. 1.3964 |
| Bar | AMS 5764, ASTM A276, ASME SA276 |
| Cold Worked Bar | HPA MS: 201, 202, 203, 204, 205 (properties here) |
| Wire Coil | ASTM A580 |
| Sheet, Plate, or Strip | ASTM A240, ASME SA240 |
| Boilers and Pressure Vessels | ASTM A479, ASME SA479 |
| Fasteners | ASTM A193 Grade B8R Class 1C, ASTM A194 |
| Forging | AMS 5764, ASTM A314, ASME SA314 |
| Weld Wire | N50W/ UNS S20980/ AWS A5.9 Class ER209 |
| Billet | ASTM A314 |
| Medical | ASTM F899 |
| Others | NACE MR-0175, ISO 15156 |
Annealing Temperature
HPAlloys' N50 stainless steel can be supplied annealed at 1950 °F to 2050 °F (1066 °C to 1121 °C). For most applications, the 1950 °F (1066 °C) condition should be selected as it provides a higher level of mechanical properties along with excellent corrosion resistance. When as-welded material is to be used in strongly corrosive media, the 2050 °F (1121 °C) condition should be specified in order to minimize the possibility of intergranular attack.
Galling and Wear Resistance
The galling resistance of HPAloys N50 stainless steel is similar to Type 316 or just slightly better. Metal-to-metal wear tests demonstrate the superiority of Nitronic 50 over alloy K500 despite the higher hardness of the latter. For applications requiring superior galling, wear, and cavitation resistance coupled with good corrosion resistance, HPAlloys' N60 Stainless Steel should be considered.
Physical Properties
| Density at 75 °F (24 °C) | 0.285 lbs/in3 (7.88 gm/cm3) |
| Electrical Resistivity at 70 °F (21 °C) | 80 microhm-cm |
| Typical Magnetic Permeability, µ | 1.002-1.004* (Anneal or Cold Worked) |
Magnetic Permeability
Note that the magnetic susceptibility of N50 stainless steel exhibits a cusp at approximately -400 °F ( -240 °C) reaching a magnetic permeability around 1.0073µ. This phenomenon, which also occurs with Nitronic® 33 and Nitronic® 40 stainless steels, is dependent on temperature but not on field strength. Unlike the AISI 300 series stainless steels, most Nitronic alloys show no supermagnetism.
Corrosion Resistance
N50 stainless steel provides outstanding corrosion resistance superior to Types 316, 316L, 317, and 317L in many media. For many applications, the 1950 °F ( 1066 °C) annealed condition provides adequate corrosion resistance and a higher strength level. In very corrosive media or where material is to be used in the as-welded condition, the 2050 °F (1121 °C) annealed condition should be specified. High-Strength (HS) N50 bars are useful for applications such as shafting and bolting, but do not quite exhibit the corrosion resistance of the annealed conditions in all environments.
N50 stainless steel exhibits good corrosion resistance to a variety of media. Pitting resistance, as measured by tests in 10% FeCl3 solution, is better than Type 304. In sulfuric acid and hydrochloric acid, N50 is much better than Types 409 and 410 and approaches Type 304 in more dilute solutions.
Seawater Resistance
Here is how N50 High-Strength (HS) shafting and Alloy 400 (Ni-Cu) looked after 18 months exposure in quiet seawater off the coast of North Carolina. The test was conducted without zinc anodes to establish the relative corrosion resistance of N50 High-Strength (HS) shafting. Had zinc anodes been used or a bronze propeller fitted to these bars, no crevice corrosion should have occurred. The photograph was taken after barnacles and other forms of marine life were cleared from the test bars.
Before exposure, all specimens were polished to 120 grit finish, degreased, and passivated. They were then clamped into pepper wood racks and exposed fully immersed in seawater. N50 High-Strength (HS) shafting showed no crevice attack under the wooden blocks after the 18 months. One bar of N50 High-Strength (HS) shafting remained perfect, while the other showed a few areas of very light crevice attack, < .001 " (0.025 mm) deep under marine attachments. Both samples of Alloy 400 suffered shallow crevice attack .001 "-.003" (0.025-0.076 mm) deep under the area in contact with the wooden rack, and also under numerous attached barnacles.
Type 316 stainless steel tested similarily for nine months suffered random pitting and crevice corrosion under the area in contact with the wooden rack and also under marine attachments. N50 remained in perfect condition. These specimens are shown in the photograph.
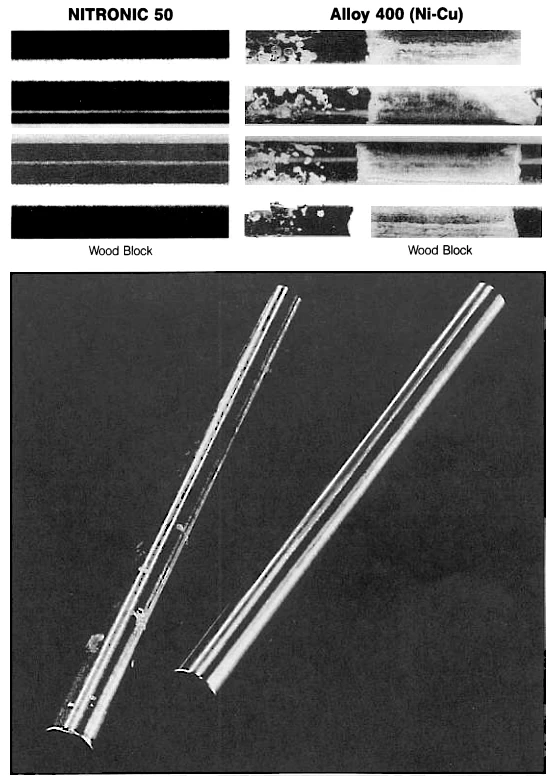
These two bars were immersed in quiet seawater for nine months. The bar on the left is Type 316 stainless steel showing considerable pitting and crevice corrosion, whereas the shiny bar on the right is HPAlloys' N50 stainless steel.
Weldability
In addition to the improved mechanical properties and corrosion resistance, HPAlloys' N50 stainless steel can be welded successfully by using any of the conventional welding processes that are normally employed with the austenitic stainless steels.
HPAlloys' N50 stainless is readily arc welded in all forms. As with most austenitic stainless steels, good weld joint properties can be obtained without the necessity of preheat or post-weld annealing. Good shielding of the molten weld puddle is important to prevent any absorption of nitrogen from the atmosphere that could result in porosity.
Autogenous, high-power density joining processes such as Electron Beam (EB) and laser welding should be used with caution due to the low FN potential of the base metal (FN approximately 2). Field reports also indicate the possibility of severe outgassing during EB welding in a vacuum atmosphere. Under vacuum conditions, this outgassing is to be expected for liquid weld metal containing a high nitrogen level.
Filler Metals
Filler metal should match when added to the joint. Ideally filler metal should be N50W (AWS 5.9 ER209) which is a composition that provides comparable strength and corrosion resistance to the base metal. However, sound weld joints may also be obtained using the conventional austenitic stainless steel fillers such as Types 308L and 309. When using these more common filler metal compositions, allowances should be made for the strength and corrosion differences.
In some specific applications where the high strength levels or superior corrosion resistance in the weld deposits are not required, other filler metals can be used to advantage because of reduced costs and/or ready availability. However, data shows that the highest strength levels with good tensile ductility and alloying elements that impart good corrosion resistance are provided by the HPAlloys' N50W Electrode.
The matching weld filler (N50W, AWS 5.9 ER209) for HPAloys' N50 stainless steel is similar to many of the regular austenitic stainless steel filler metals in that a small percentage of the magnetic ferrite phase has been introduced to assure sound weld deposits. The small quantity of the second phase usually produces a magnetic permeability value of approximately 1.2 in shielded metal-arc weld deposits. This corresponds to a Ferrite Number (FN) of approximately 6.
Highly overalloyed Ni base fillers are suggested for applications requiring high resistance to pitting media or very low as-deposited magnetic permeability.
GTA Weld Joints
Gas tungsten arc weld joints have been fused successfully in several flat-rolled thicknesses of HPAlloys' N50 stainless steel. Mechanical property values similar to those of the base metal have been obtained in the as welded condition.
The corrosion resistance of GTA welded joints has been evaluated using the standard Huey test (ASTM A 262, Practice C) for detecting intergranular attack in stainless steels. Laboratory test experience shows that welds made using the N50W stainless steel filler metal exhibit the same resistance to intergranular attack as the base metal.
Heavy Section Weld Joint Properties
The mechanical properties of welds in 1-1/4" (32.1 mm) thick plate have been determined using two weld processes that are normally employed in heavy section welding, namely, (a) shielded metal arc (SMA) or stick electrode welding and (b) gas metal arc (GMA) or MIG welding with the spray mode. Typical test values that can be expected from tensile samples cut transverse to the weld centerline are shown in Table 37.
Heat input is important in obtaining the most satisfactory weld joint. Narrow stringer beads rather that of a wide "weave" technique should be used for highest weld ductility. Good shielding of the molten puddle is important to eliminate additional nitrogen from the atmosphere that could cause porosity. Both stringer beads and adequate shielding are normal factors in good stainless steel welding practice.
Resistance Welding
Although no direct resistance welding experience has been obtained with HPAlloys' N50 stainless steel, the similarity of the alloy to HPAlloys' N40 stainless steel suggests a good response to resistance spot welding and cross-wire welding techniques. The welding schedules outlined in the fabricating bulletin, "Welding HPAlloys Stainless Steels", can be used as a guide to produce sound, high-strength joints in both annealed and cold-reduced sheet. Average shear strength data for spot welded joints in HPAlloys' N40 stainless steel appear in the Product Data Bulletin, "HPAlloys N40 Stainless Steel Sheet and Strip". HPAloys' N50 stainless steel is expected to perform in a similar manner.
Machinability
HPAlloys' N50 stainless steel has machining characteristics similar to other austenitic stainless steels. It is suggested that coated carbides be considered when machining all Nitronic alloys, since higher cutting rates may be realized. Nitronic 50 stainless steel is more susceptible to cold work hardening than types 304 and 316 stainless steels. Also, the alloy N50 has higher strength. Machining tests show the alloy to machine at approximately 21% of the cutting rate for B1112. This means N50 stainless steel can be machined at approximately 1/2 the cutting rate (SFM) used for Type 304 or 316 stainless steels, based on using high-speed tool steels. For that reason, coated carbides are recommended for best results. Because of the high strength of N50 stainless steel, more rigid tool and work holders than used for Types 304 and 316 stainless steels should be used. Care should be taken not to allow tools to slide over the alloy. Positive cutting action should be initiated as soon as possible. The alloy provides a good surface finish.
References
Link to Electralloy's datasheet/brochure on Nitronic® 50Nitronic® is a registered trademark of Cleveland-Cliffs Steel Corp, successor to AK Steel.
Data referring to mechanical properties and chemical analyses are the result of tests performed on specimens obtained from specific locations of the products in accordance with prescribed sampling procedures; any warranty thereof is limited to the values obtained at such locations and by such procedures. There is no warranty with respect to values of the materials at other locations.